Изготовление пистолета
Без пистолета споттер не будет выполнять свои функции. Этот компонент также известен под названием «стаддер». Выбор рабочего механизма зависит от предполагаемых целей. Споттерные пистолеты условно делятся на две категории:
- заводские;
- самодельные.
Для работы с высокой частотой применения споттера, покупаются заводские модели. Такие аппараты способны обеспечить достаточную производительность при поставленных задач для профессионального сварщика.
Самодельный пистолет споттера рекомендуется применять для бытовых работ, где не требуется большой нагрузки на оборудование. В качестве самодельных рабочих механизмов используются:
- пистолет для нанесения клея;
- сварочный аппарат полуавтоматического типа.
Чтобы изготовить ручку для стаддера, используется гетинакс или текстолит. Толщина материала составляет от 12 до 14 миллиметров. Из него вырезаются два прямоугольника одинакового размера.
В одном из отрезков создается ниша для размещения крепежного элемента. Эта часть заготовки предназначена для крепления:
- электрода – прут из меди с диаметром от 8 до 10 миллиметров;
- лампочки;
- кнопки, включающей подсветку;
- переключателя, подающего импульс.
Кнопка должна быть размещена строго в созданном углублении. В качестве крепежного элемента используется самодельный кронштейн. Для его производства применяется труба, изготовленная из меди. Необходимо чтобы получилось сечение квадратного или прямоугольного типа.
Пистолет подключается к споттеру при помощи пятижильного кабеля сварочного или контрольного типа. Жилы соединяются с:
- переключателем;
- лампочкой подсветки;
- лампочкой выключателя.
Конец кабеля помещается в отверстие кронштейна, и закрепляется при помощи паяльника. Перед этим его необходимо зачистить.
Переделка сварочного трансформатора
Прочитав инструкцию по сборке, можно узнать, как сделать сварочный аппарат точечного предназначения из трансформатора. Подобные чертежи можно найти в интернете на специализированных форумах.
Необходимо отметить, что напряжение обычного трансформатора как минимум 70 В, а для точечного применения этот показатель не должен превышать 6−9 В.
Для того чтобы переделать под нужные параметры, в трансформаторе требуется сделать новую обмотку или переделать старую. Если старая обмотка изымается, то её можно потом использовать в низковольтных устройствах.
https://youtube.com/watch?v=o_Hz-_7malg
Сварочные трансформаторы могут быть разных типов:
- ш-образные;
- о-образные;
- тороидальные.
Преимущество последних в маленьком весе, но их переделка требует больших трудозатрат. Необходимое сечение обмотки применяется в связи с получаемым током. Споттер должен иметь напряжение не менее тысячи ампер.
Если плотность тока составляет 8 ампер на кубический миллиметр, площадь сечения провода не должна быть меньше 120 мм³. Работать с такими показателями очень сложно, поэтому если не будет длительного использования аппарата, то сечение можно уменьшить не менее чем 80 мм³. Его можно получить, если сложить вместе несколько проводов меньшего сечения. Для удобства использования такие провода следует скрепить между собой изолентой.







Для начала требуется определить количество витков. Для этого нужно сделать пробную обмотку с помощью обычного изолированного провода. После этого включается трансформатор и проверяется напряжение в пробной обмотке. Полученное напряжение необходимо поделить на количество витков. Это число будет показывать количество витков для напряжения в 1 В. Поскольку трансформатор следует переделывать на 6−9 В, требуется это число умножить на нужное напряжение.
В зависимости от полученных габаритов шины определяется возможность её размещения на трансформаторе. Если новая обмотка не помещается, необходимо удалить старую. Монтировать её нужно аккуратно, стараясь не повредить остальные детали трансформатора.
Сделать споттер самостоятельно несложно, главное — терпение и желание. Необходимо также тщательно изучить инструкцию по сборке и эксплуатации. Таких материалов в интернете достаточно много.
Функциональность споттеров серийных моделей
Споттеры, выпускаемые серийно в производственных условиях, обладают целым рядом востребованных функций. Среди них:
- возможность приваривания ремонтных шайб;
- приваривание металлического электрода с последующим вытягиванием металла детали;
- использование аппарата в комплекте с электродами из графита, которые дают возможность выполнять осадку металла (нагрев и последующее охлаждение);
- простота в техническом обслуживании, удобство в эксплуатации;
- два режима для выполнения сварочных работ – постоянное включение (при таком режиме используется углеродный электрод) и кратковременное включение, которое можно регулировать по времени (такой режим применяется для приварки ремонтных шайб или металлического электрода);
- оснащенность системой принудительного охлаждения (в конструкции аппарата также предусмотрен термостат, в функции которого входит отключение споттера при его перегреве, а также его включение при охлаждении до требуемой температуры).
Одна из вариаций заводских споттеров и сопутствующих приспособлений различного назначения
Применение эпоксидной грунтовки
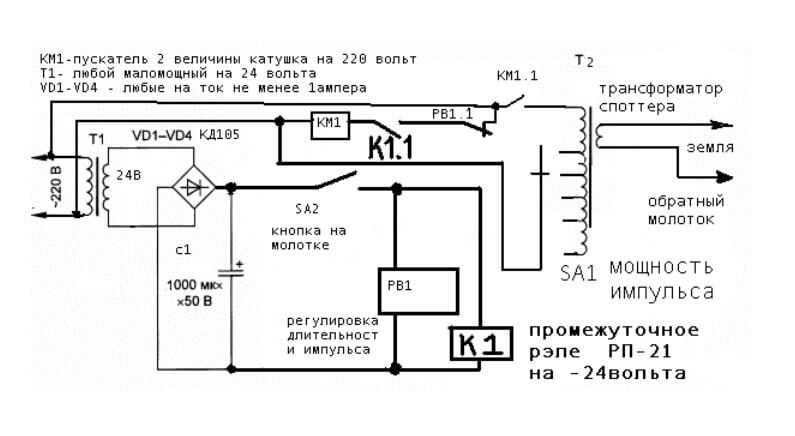
Схема управления
Для управления сварочным процессом используются короткие импульсы, формируемые в специальной электронной схеме. При изготовлении споттера на основе старого агрегата также необходимо предусмотреть блок управления, позволяющий коммутировать значительный по величине выходной ток.
Для решения этой задачи сформированные вручную импульсы подаются на первичную обмотку ТТ (простейшая управляющая схема изображена на рисунке ниже).
Простая схема коммутации
К недостаткам такого управления следует отнести:
- Посредством приведённой на рисунке кнопки коммутируется сетевое напряжение, что крайне опасно;
- При размыкании механических контактов происходит сильное искрообразование;
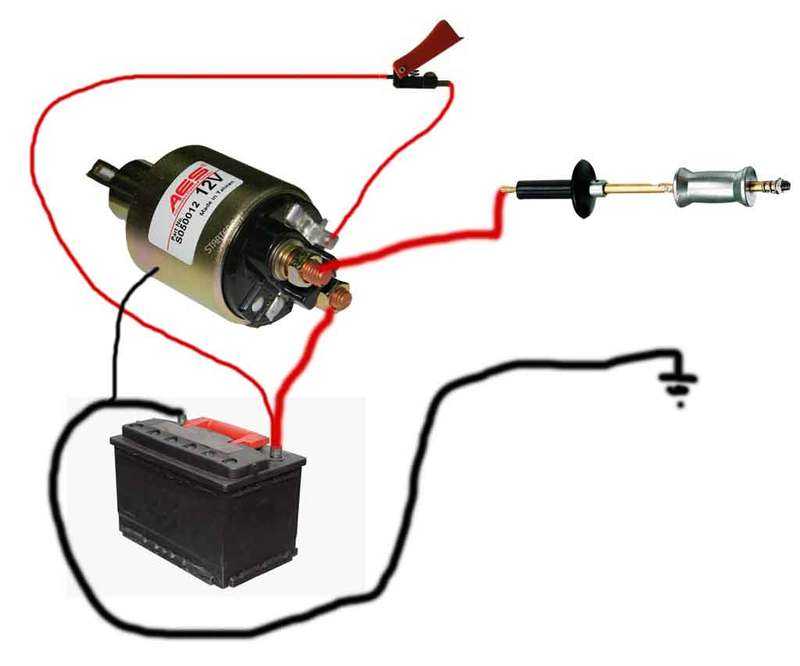
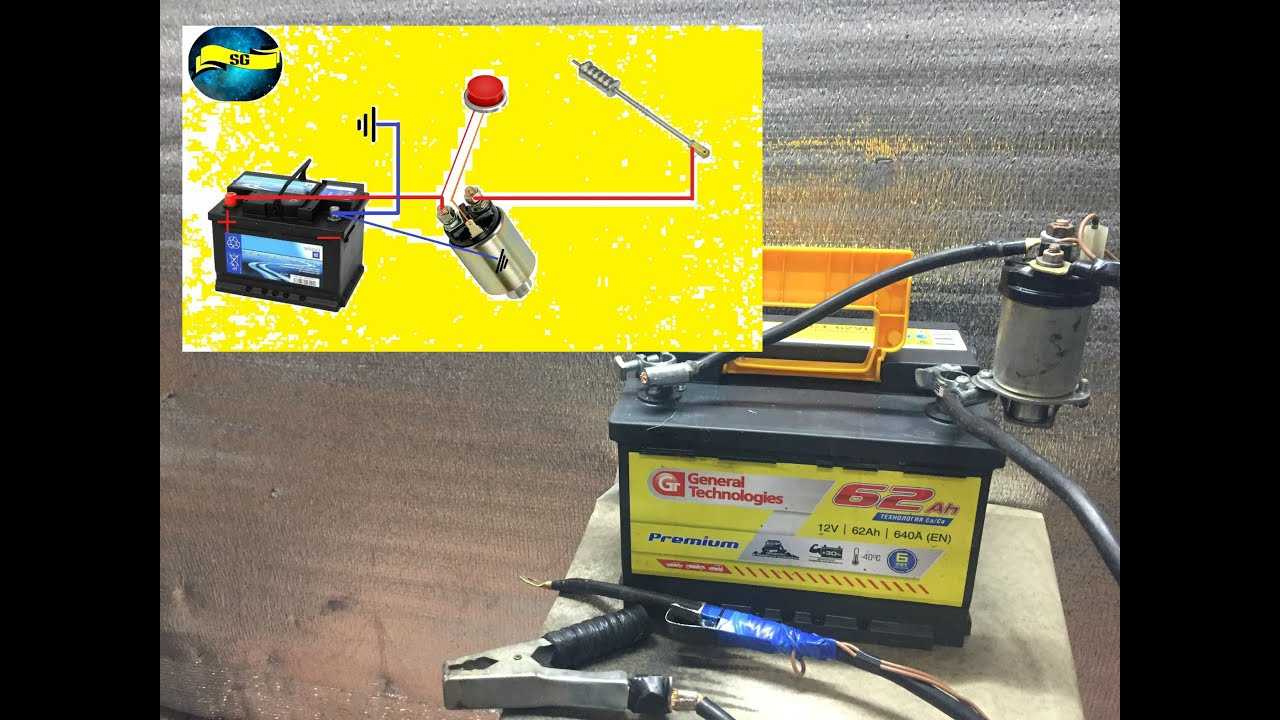
- Даже если заменить включатель сети тяговым реле от стартера, управляемым кнопочным механизмом, то такая схема, несмотря на усовершенствование, всё равно будет недоработанной.
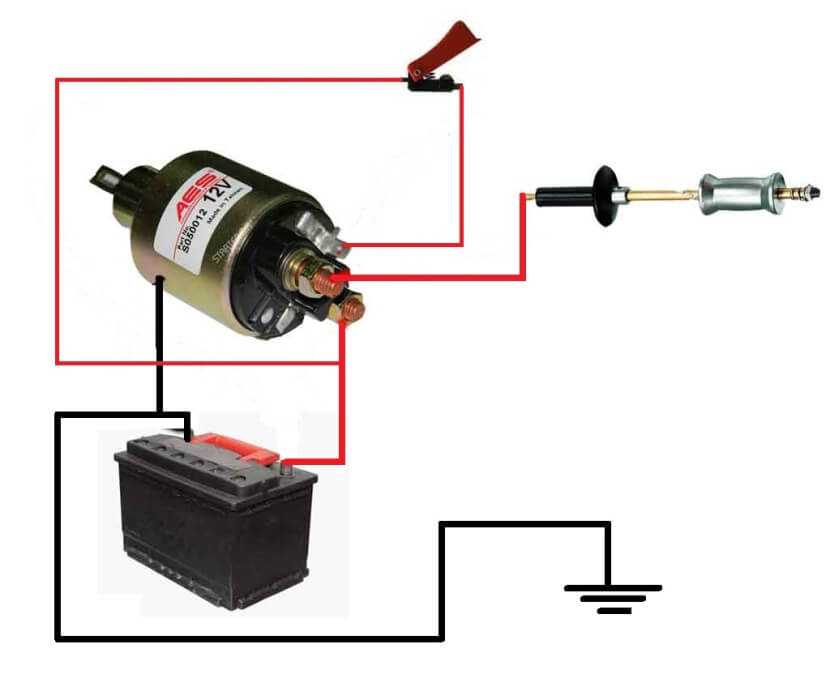
Обратите внимание! Для реализации тягового принципа допускается использование комбинации «мощный пускатель плюс автомобильное реле» (причем последнее может быть любой марки). При выборе этого сочетания реле срабатывает при подаче напряжения 12 Вольт, а его переключение вызывает срабатывание силового контактора
Однако и данный вариант управления не лишён недостатков, поскольку в этом случае не удаётся точно задавить интервал воздействия (ширину импульса)
При выборе этого сочетания реле срабатывает при подаче напряжения 12 Вольт, а его переключение вызывает срабатывание силового контактора. Однако и данный вариант управления не лишён недостатков, поскольку в этом случае не удаётся точно задавить интервал воздействия (ширину импульса).









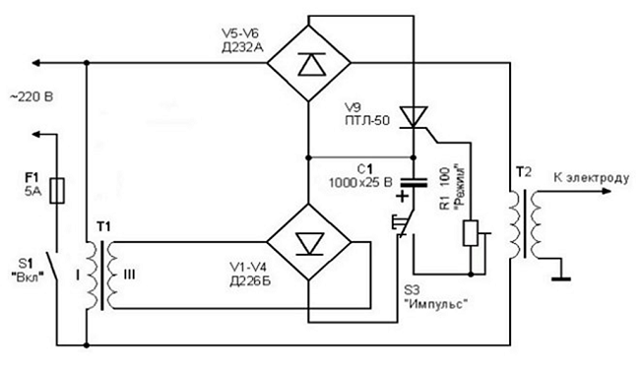
Для тех, кто владеет азами электроники и умеет обращаться с паяльником, подойдёт более сложная в исполнении, но зато надёжная в эксплуатации электронная схема управления (смотрите фото ниже).
Тиристорная управляющая схема
Здесь на входную обмотку ТТ рабочие импульсы поступают с электронного прибора – тиристора, открываемого при воздействии напряжением на его управляющий электрод. Включённый в его цепь конденсатор (С1) при разомкнутом кнопочном контакте заряжается через элементы V1-V4 диодного моста. При нажатии кнопки емкость разряжается через резистор R1 и непосредственно через цепь управляющего электрода тиристора, что приводит к его включению.
Находиться во включённом состоянии электронный прибор будет до тех пор, пока конденсатор полностью не разрядится (этот интервал можно подстроить переменным резистором R1). Для последующей операции запуска кнопку нужно сначала отпустить, а затем опять нажать (её выдержкой и определяется сварочный интервал).
Трансформатор T1 может быть любого типа (с напряжением на вторичной обмотке 12 Вольт). Параметры тиристора должны удовлетворять условиям эксплуатации, то есть допускать его работу при напряжениях до 400 Вольт и токах не менее 50 Ампер. Для этих целей вполне подойдёт электронное изделие марки Т132-50.
В заключительной части обзора напомним, что сварочное оборудование типа «споттер» чаще всего востребовано при кузовном ремонте и подобных ему работах с листовым металлом. В связи с этим при выборе выходной мощности самодельного агрегата обязателен учёт толщины листового материала, с которым преимущественно предстоит работать.
Сварочный аппарат на основе инвертора
Наиболее распространенным является самодельный споттер из сварочного аппарата, хотя его также можно собрать и не из сварки. Споттер — это ответвление контактной сварки. Но в нем нет клещей, поэтому устройство считается аналогом обычной электродуговой сварки, где ток проходит сквозь металл. Один контакт присоединяется к кузову, а второй — это шток и насадка.
Контактная сварка своими руками из инвертора имеет две главные составляющие:
- Сварочный инвертор,
- Тиристорное реле.
Самостоятельная сборка проводится с помощью таких деталей:
- Тиристор номиналом 200 В.
- Понижающий трансформатор 122 В для управления реле посредством выключателя.
- Реле мощностью 30 А.
- Диодный мост.
- Контактная группа на 220 В.
- Выключатель реле.
Через диодный мост трансформатор подключается к сети, и в то же время подключен тиристор электрореле. Трансформатор подает питание на управляющую ветку тиристорной цепи.
https://youtube.com/watch?v=o_Hz-_7malg
https://youtube.com/watch?v=8_o7NANtjO0
Сборка устройства
Инверторные сварочные аппараты являются хорошим вариантом для сборки споттера. Главное — сконфигурировать аппарат так, чтобы прибор с постоянным током выдавал не менее 1500 Ампер.
Сборка осуществляется поэтапно:
- Снять с прибора вторичную обмотку, чаще всего их две.
- Установить необходимое количество витков на 1 В. Для этого можно обернуть первичку медной проволокой и измерить вольтаж. Полученную цифру разделяют на количество витков проволоки. Результат и есть нужное количество витков.
- При намного меньшем сечении шина разделяется на несколько частей и скрепляется специальной изолентой с наличием материи. Количество разделов вычисляется из первичного показателя. С показателем 40 мм2 шину разделяют на четыре части.
- Необходимы две шины с обмоткой и изолентой. Изолировать нужно последовательно.
- Полученные шины наматывают на трансформатор. Для этого может понадобиться молоток и помощь второго человека.
При достижении необходимой мощности тока прибор считается готовым.
Подготовка трансформатора
Такое устройство, как споттер, предполагает перемотку трансформатора. Процесс является трудоемким и считается самым сложным. На обмотку нужно много времени, но без этого не обойтись. Обмотка может быть разных типов. Изоляция мотков может быть из лакоткани либо из трансформаторной бумаги.
Трансформатор, который будет обеспечивать формирование тока, сложно найти, но можно изготовить. Для этого понадобится магнитопровод, который будет основой, с сечением не меньше 400 мм2. Размер рассчитывается с учетом размещения обмотки.










Различают три типа размещения обмотки:
- Ш-образное,
- О-образное,
- Тороидальное.
Магнитопроводы могут быть пластинчатыми и ленточными. Выбор индивидуальный. Для Ш-образного типа первичная обмотка состоит из 200 витков, и для нее понадобится провод сечением 2.5 мм2. Вторичная обмотка насчитывает 7 витков, для чего понадобится провод с сечением 50 мм2 или шина необходимого сечения с изоляцией.
Длину концов вторичного провода рассчитывают для подключения к выходным клеммам, а первичного — к электроцепи прибора. Трансформатор пропитывается шеллаком.
В чертеже электросхемы имеется питающий трансформатор, напряжение вторичной обмотки в котором — 12 В. Подойдет также любой другой трансформатор, удовлетворяющий параметрам. Для контроля напряжения на устройстве его можно оснастить дополнительной обмоткой.
Тиристор должен соответствовать параметру: обратное напряжение не меньше 220 В, а прямой импульсный ток — не меньше 50 А. Диоды подбираются по таким же параметрам. Используется резистор с номиналом 100 Ом и конденсатор 25 В 1000 мкФ.
Последовательность работы самодельного споттера:
- Включение кнопки и разрядка конденсатора, кратковременное включение резистора и тиристора.
- Подача переменного напряжения на первичную обмотку трансформатора через диоды.
- Сваривание деталей и электрода.
- Разрядка конденсатора, закрытие тиристора и обесточивание силового трансформатора.
- Работа завершена, продолжается зарядка конденсатора от трансформатора для дальнейшей работы.
Важно помнить, что тиристор и диоды могут быть заменены симисторами. Самодельное устройство должно быть точно сконструировано для слаженной и корректной работы независимо от габарита и вложенных финансов
Главное приспособление споттера
Схема устройства пистолета для сварки.
Основным приспособлением споттера является сварочный пистолет. Для постоянной работы желательно использовать устройство производственного изготовления. Его можно изготовить самостоятельно из строительного клеевого пистолета или использовать устройство от полуавтоматической сварки. Из гетинакса или текстолита нужно вырезать две одинаковые по размерам и форме части толщиной в 12 — 14 мм. В одной из частей в вырезанном углублении нужно установить кронштейн 3 для крепления сварочного электрода, при желании — лампочку 8 и с кнопкой 4 «Подсветка» и переключатель «Импульс».
Кронштейн для крепления электрода нужно изготовить из медного материала с квадратным или прямоугольным сечением. В качестве сварочного электрода можно использовать пруток из меди толщиной в 8 — 10 мм. В конструкции пистолета желательно предусмотреть возможность смены электрода без разборки пистолета. Для подключения пистолета к споттеру можно использовать комбинацию из сварочного кабеля нужного сечения и 5-жильного контрольного кабеля с сечением жилы 0,75 — 1,0 мм2. Контрольный кабель подключается согласно схеме: три жилы — на переключатель «Импульс», две жилы — на лампочку подсветки и ее выключатель. Сварочный кабель необходимо тщательно зачистить и запаять в предусмотренное в кронштейне отверстие.
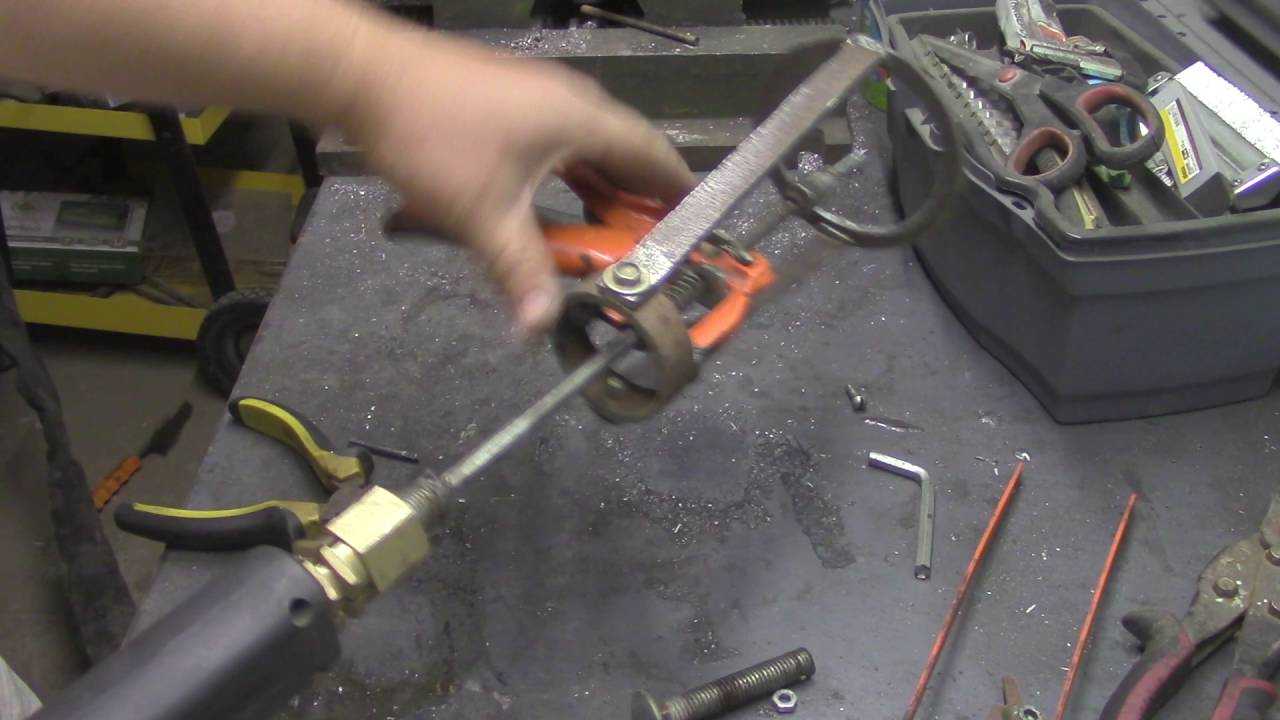
Стоимость этого приспособления составляет немалую сумму, не сравнимую с затратами времени и средств (при самостоятельном изготовлении). Процесс изготовления этого приспособления несложный. От пистолета нужно отрезать части, куда вставляется баллон с герметиком.
На оставшуюся крышку приварить три стойки из металлического прутка диаметром в 6-10 мм. На другие концы стоек следует приварить упорное кольцо из прутка такой же толщины диаметром примерно 100 мм. Кольцо желательно обмотать несколькими слоями изоляционной ленты или малярным скотчем, чтобы оно не приваривалось к выравниваемой поверхности. У штока необходимо обрезать изогнутую часть и упор. На место упора нужно приварить крепление для подсоединения кабеля от споттера, можно использовать болт с двумя гайками с резьбой М10. Второй конец штока нужно заточить на конус с диаметром на конце 3 мм. Затраты времени на изготовление такого приспособления составят около часа.
При работе со споттерами самодельного и промышленного изготовления нужно соблюдать меры безопасности. Чтобы напряжение от устройства не повредило автомобильное оборудование, необходимо отсоединить клеммы с аккумулятора.
Как сделать споттер?
Прежде чем начать собирать споттер своими руками, необходимо применить профилактические меры при работе с током — под ногами в обязательном порядке должен находиться резиновый коврик, а все правила безопасности при работе с электроприборами должны скрупулезно соблюдаться.
Необходимые материалы
Для того чтобы сделать споттер своими руками из инвертора, понадобятся:
- привод на 12 вольт, обеспечивающий кнопочное управление реле (можно применить подходящий трансформатор от старой техники);
- тиристор, рассчитанный на напряжение 200 вольт;
- реле (30 Ампер);
- диодный мостик;
- контактная группа на 220 вольт;
- любая подходящая кнопка для управления.
Отличной основой для самодельного споттера может стать сварочный полуавтомат.
Сборка
Как сделать споттер из сварочного устройства? Очень важно изменить первоначальную конфигурацию так, чтобы на выходе споттер из инвертора обладал силой тока в 1500 Ампер
Процесс сборки состоит из следующих этапов:
- С аппарата снимают вторичный слой (как правило, их два).
- Рассчитать, сколько витков потребуется на 1 вольт. Для этого мотаем медную проволоку на первичную обмотку, после чего замеряют показатель вольт и полученную цифру делим на количество витков.
- Из вторичной обмотки делается шина. При этом сечение данного элемента должно быть равно или даже больше 16 миллиметров, а напряжение – 6 вольт. Если сечение имеет меньший диаметр, то делим шину на несколько частей, после чего закрепляем все составные скотчем.
- Понадобятся две шины с изоляционной обмоткой. Изоляция должна проводится постепенно в следующей последовательности: слой изоленты – слой скотча – слой изоленты. Допускается установка клепок на открытых краях.
- Полученные шины наматываем на трансформатор. Поскольку эта процедура достаточно сложен, то тем, кто никогда не наматывал подобные элементы, понадобится посторонняя помощь и дополнительные инструменты, например молоток. Трансформатор и первичная обмотка не обязательно должны быть скреплены «намертво», достаточно просто не повредить шину и обеспечить ровную ее посадку.
- Измеряем мощность. При ее соответствии нужным параметрам процесс изготовления споттера близится к концу. Если же обнаружены отклонения, то можно попробовать изменить подключение проводов к первичной обмотке.
Изготовление трансформатора
Одной из важнейших деталей самодельного точечного сварочного приспособления является трансформатор. Его изготовление считается самым трудоемким процессом.









Ее можно производить на кольцевом или же ш-образном железе алюминиевым или медным проводом. Между намотанной проволокой делается многослойная изоляция из трансформаторной бумаги или лакоткани. Для обеспечения оптимальной надежности бумага пропитывается парафином.
Изготовление стаддера
Сварочный пистолет можно сделать из полуавтомата, внеся некоторые изменения. Внутри полуавтомата крепится ось из латуни, а клещи изготавливаются из трубы диаметром 2×2 см. Проводник, соединяющий пистолет и трансформатор, должен иметь сечение большее, чем сечение шины или же равное.
https://youtube.com/watch?v=ZF2U8eRnjFw
Продуктивность работы прибора зависит и от параметров проводов – чем короче и толще они будут, тем эффективнее будет функционировать агрегат.
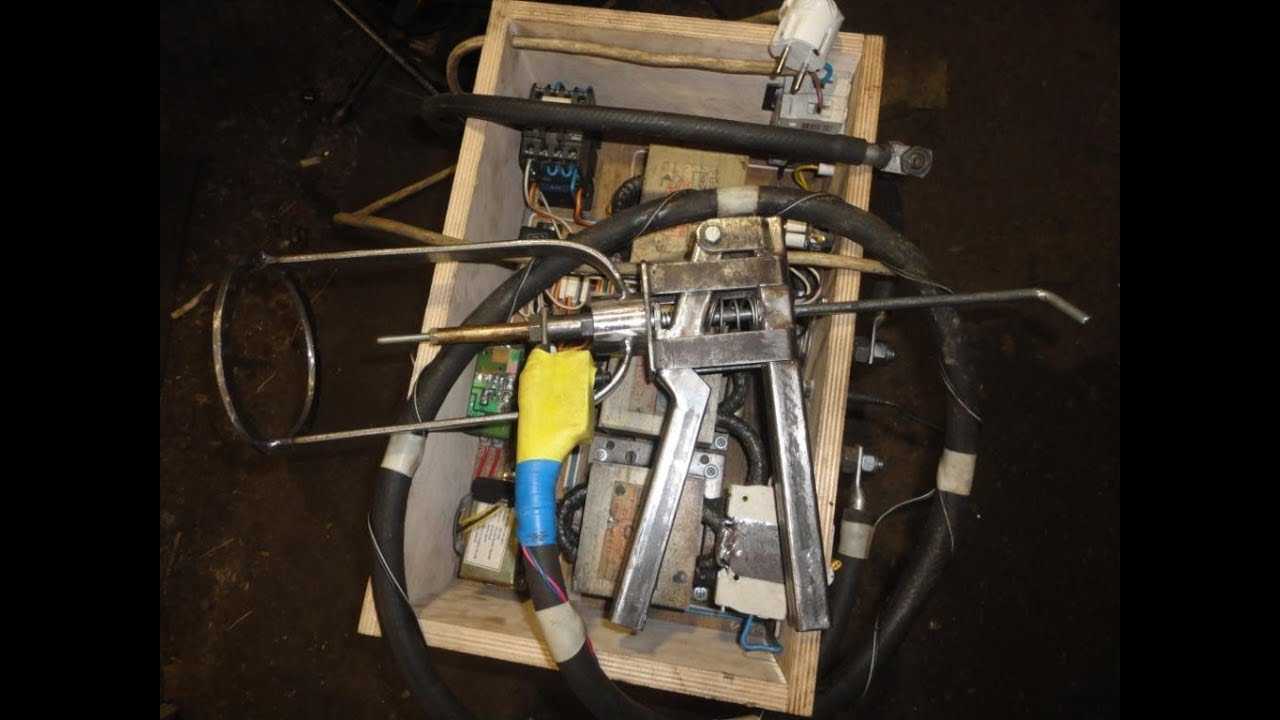
Корпус самодельного споттера и остальные комплектующие
Даже если вы изготавливаете споттер своими руками, вам необходимо позаботиться о корпусе для него. Прежде всего, требуется изготовить основание для вашего оборудования, для чего можно использовать плиту из диэлектрического материала
Важно сделать размеры готового основания такими, чтобы на нем смогли разместиться все комплектующие споттера, и был обеспечен удобный доступ к местам, в которых будет выполняться монтаж. Для этого можно предварительно подготовить чертеж, в масштабе начертив все конструктивные элементы устройства
Чтобы защитить все внутренние элементы вашего самодельного споттера и придать ему эстетичный внешний вид, удобно воспользоваться корпусом от старой микроволновой печи или сварочного аппарата. Если вы планируете часто переносить свой споттер, то необходимо равномерно распределить вес его внутренних составляющих и предусмотреть надежные крепления для ремня или переносной ручки. Кроме того, на нижней части основания устройства можно смонтировать небольшие колеса, которые также сделают аппарат более мобильным.
Вариант исполнения корпуса самодельного споттера
После того как вы изготовите споттер своими руками, необходимо оснастить его дополнительными комплектующими, к которым относятся:
- пистолет, который является рабочим органом аппарата;
- два сварочных кабеля;
- инопуллер, который также называют обратным молотком.
Выбирая сварочные кабели, очень важно правильно подобрать их сечение. Для этого можно произвести несложный расчет: на 10 А максимально допустимого тока, который выдает споттер, должно приходиться 1 мм2 сечения кабеля
Для массы следует использовать кабель, длина которого не превышает 1,5 м, для рабочего – не более 2,5 м. Если пренебречь этими требованиями и использовать кабели большей длины, то это приведет к значительным потерям силы сварочного тока, что негативно отразится на качестве выполнения сварочных работ.
На концах кабелей необходимо надежно закрепить соединительные элементы. Это могут быть клеммы для резьбовых соединений или устройства, обеспечивающие быстрое соединение с соответствующими клеммами на самом аппарате и его рабочем органе – пистолете. На обратной стороне кабеля для массы можно установить быстрозажимной элемент (крокодил) или оснастить его клеммой для резьбового крепления.
Ключевые функции и технические характеристики споттера
Самодельный или заводской споттер, имеющий промышленное назначение, обладает рядом таких важных функций:
- соединение деталей посредством сварки ремонтных шайб с использованием споттера;
- сварка точечным методом с применением металлического электрода, которая вытягивает металл панели;
- возможность прогревать металлические детали углеродным электродом и затем их охлаждать. Благодаря такой функции сварочного аппарата можно выполнять осадку металлов;
- особенности конструкции споттера делают его очень простым и удобным в плане эксплуатации;
- наличие двух сварочных режимов в споттере. Первый режим постоянного включения с применением углеродного электрода, а второй – с кратковременным включением, который регулируется по времени. Он используется с применением металлического электрода и часто используется для приварки шайб;
- наличие в споттере принудительной системы охлаждения и термостата для отключения сварочного аппарата при перегреве и автоматического его включения при нужной температуре для сварки.
Основные технические характеристики устройства:
- 220 вольт – требуемое напряжение питающей сети для нормальной работы споттера;
- 56-60 Гц – требуемая частота сети переменного тока;
- 10 кВт – максимально допустимая мощность;
- 1300 А – максимально возможный рабочий ток;
- около 8-9 В – напряжение для вторичной обмотки аппарата для сварки;
- 0-1,2 секунд – предел установки времени;
- два рабочих сварочных режима – таймер при точной сварке и непрерывный режим при обычной сварке и темперировании;
- 15 процентов – производительность при точечной сварке деталей из металла с учетом максимальной выходной мощности;
- 75 процентов – производительность при угольном варе с учетом максимальной выходной мощности;
- от 100 кг и больше – тяговое условие для иглы;
- 100 кг и выше – тяговое условие для шайбы;
- 380 на 290 на 840 мм – длина, ширина и высота изделия;
- 32 кг – вес конструкции.
https://youtube.com/watch?v=dzd5jda8UKI







Процесс изготовления
Сделав разметку на подготовленных трубах и уголках, одинакового с трубами диаметра ( если у Вас есть трубогиб, уголки не понадобятся ) можете начинать нарезать отрезки нужной длины болгаркой. Главное о чем необходимо помнить это общая симметричность конструкции. Стыкуя Т – образные перемычки с основными трубами, старайтесь оставить минимальные зазоры ( не более 1 мм). Для этого Вам понадобится торцеватель труб,
После подготовки всех элементов, еще раз проверьте одинаковость всех используемых деталей.
Далее отмерьте и разметьте места, куда будут привариваться элементы конструкции и перемычки, это позволит Вам сэкономить время при сварке.
После отметки, прихватите детали сваркой. Начните со сгибов, так как швы намного удобнее полировать и шлифовать пока сгиб отдельно от основной конструкции. После этого прихватите согнутые трубы к основе. После очередной проверки на симметричность, проварите все аргонно – дуговой сваркой.